Çelik Kaplamalı Alüminyum Tel: Alüminyum Öldürülmüş Çelik Kaliteleri İçin Geliştirilmiş Verimlilik

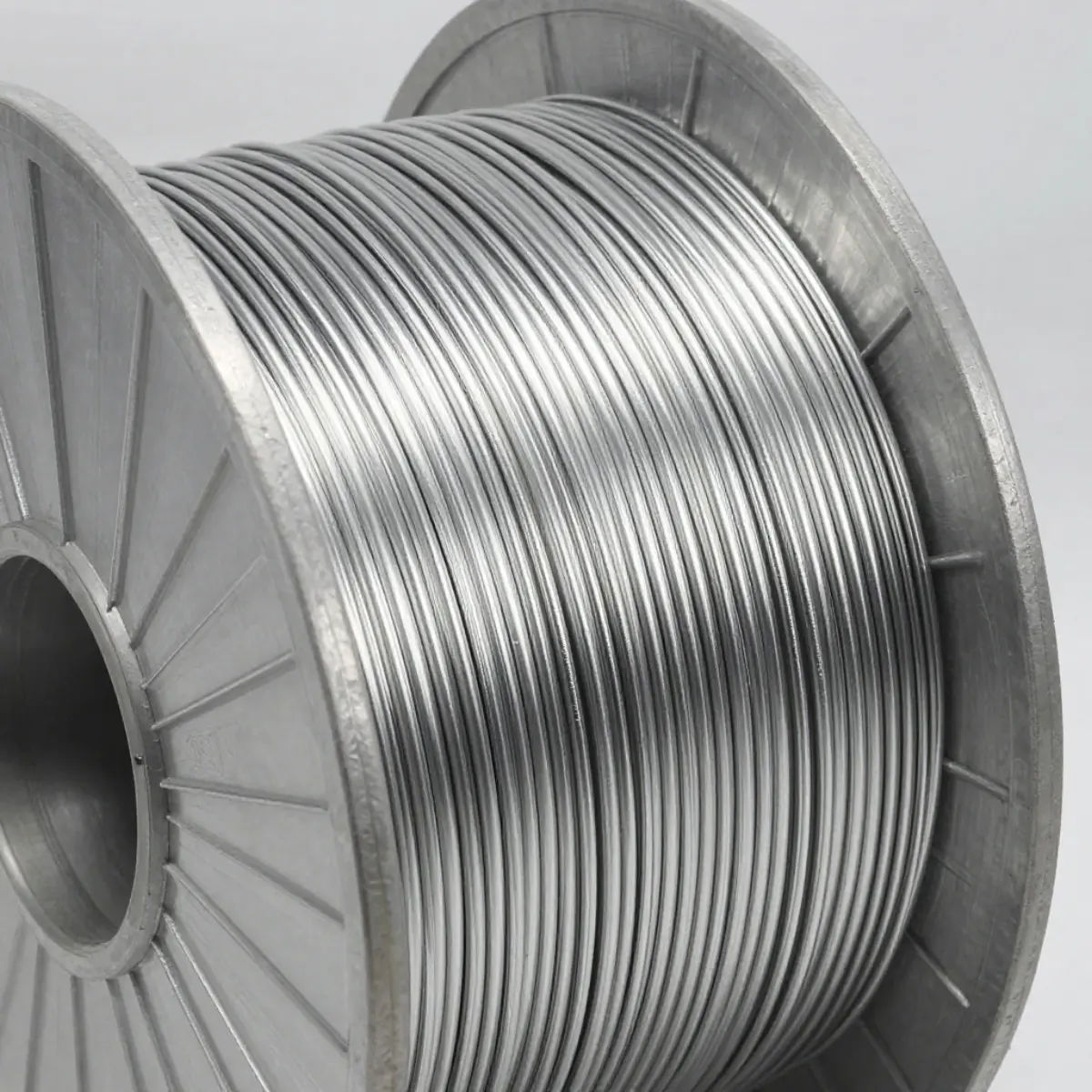
Çelik kaplamalı alüminyum tel, ayar metalurjisi uygulamalarında hassas ve yüksek verimli alüminyum ilavesi gerektiren çelik üreticileri için özel olarak tasarlanmış bir deoksidasyon ürünüdür. Geleneksel boru tipi tel veya bulk alüminyumdan farklı olarak, çelik kaplamalı alüminyum tel, sürekli bir çelik kılıf içine alınmış katı bir alüminyum çekirdekten oluşur. Çelik kılıf, telin alüminyumu serbest bırakmadan önce ergimiş metal banyosuna derinlere nüfuz etmesini sağlayan yoğunluk ve yapısal rijitlik sağlar; bu da deoksidasyon reaksiyonunun ilerleyiş biçimini temelden değiştirir.
Çelik kaplamalı alüminyum telin temel avantajı verimlilik oranıdır. Standart alüminyum tel veya dökme haline çelik yüzeyine eklendiğinde, alüminyumun önemli bir bölümü banyoya çözünmeden önce cüruf ve atmosferik oksijenle temas ederek anında okside olur. Yüzeyden ilave yönteminde verimlilik oranları genellikle yüzde 30 ile yüzde 50 arasında değişir; yani cezveye verilen alüminyumun yarısı veya daha fazlası israf olur. Çelik kaplamalı alüminyum tel, alüminyumu çelik kılıf erimeye başlamadan önce cüruf tabakasının altına taşımak suretiyle bu sorunu çözer. Alüminyum daha sonra doğrudan metal kütlesine salınır ve burada eriyerek çözünmüş oksijenle çok daha verimli bir şekilde reaksiyona girer. Çelik kaplamalı alüminyum telin tipik verimlilik oranları, enjeksiyon parametrelerine ve banyo koşullarına bağlı olarak yüzde 60 ile yüzde 80 arasında yer alır.
Bu geliştirilmiş verimliliğin en önemli olduğu uygulamalar, kritik alüminyum öldürülmüş kalitelerdir. Otomotiv derin çekme panelleri için ara fazsız (IF) çelik, ultra düşük karbonlu elektrik çelikleri ve yüksek mukavemetli düşük alaşımlı (HSLA) sac, tümü çözünmüş alüminyum içeriğinin sıkı bir şekilde kontrolünü gerektirir; bu genellikle dar bir hedef penceresi içinde sağlanır. Bu kalitelerde alüminyum hedefinin altında kalması yetersiz deoksidasyona ve oksijen kaynaklı kusurlara yol açarken, hedefin üzerinde kalması yüzey kalitesini ve şekillendirilebilirliği zedeleyen alümina katı kümelerine neden olabilir. Çelik kaplamalı alüminyum tel, daha tahmin edilebilir verimi sayesinde bu kalitelerin tutarlı bir şekilde üretilmesini zorlaştıran değişkenliği azaltır.
Pratik uygulamada birkaç enjeksiyon parametresine dikkat edilmesi gerekir. Tel çapı, tipik olarak 9 ila 13 milimetre olacak şekilde besleme makinesi kapasitesiyle uyumlu olmalıdır. Enjeksiyon hızı, telin kılıfın erimeye başlamasından önce cüruf tabakasını geçebilecek kadar hızlı, ancak telin sapmasına veya kırılmasına yol açmayacak kadar düşük olmalıdır. Çoğu cezve konfigürasyonu için dakikada 80 ila 150 metre arası bir hız aralığı tipiktir. Enjeksiyon sırasında ve sonrasında ergimiş alüminyumun banyo boyunca karışmasını ve homojenleşmesini sağlamak için argon karıştırması sürdürülmelidir. Yüksek hacimli alüminyum öldürülmüş kalite üretimi yapan çelik üreticileri için, azalan alüminyum tüketimi, daha sıkı kimya kontrolü ve daha düşük katı sayısının birleşimi, çelik kaplamalı alüminyum teli, bulk alüminyuma kıyasla daha yüksek birim fiyatına rağmen maliyet açısından avantajlı bir tercih haline getirir.