鋼芯鋁線:提升鋁鎮靜鋼種的鋁回收率
作者:Steel Refining Materials
steel core aluminumaluminum wiredeoxidationwire injection

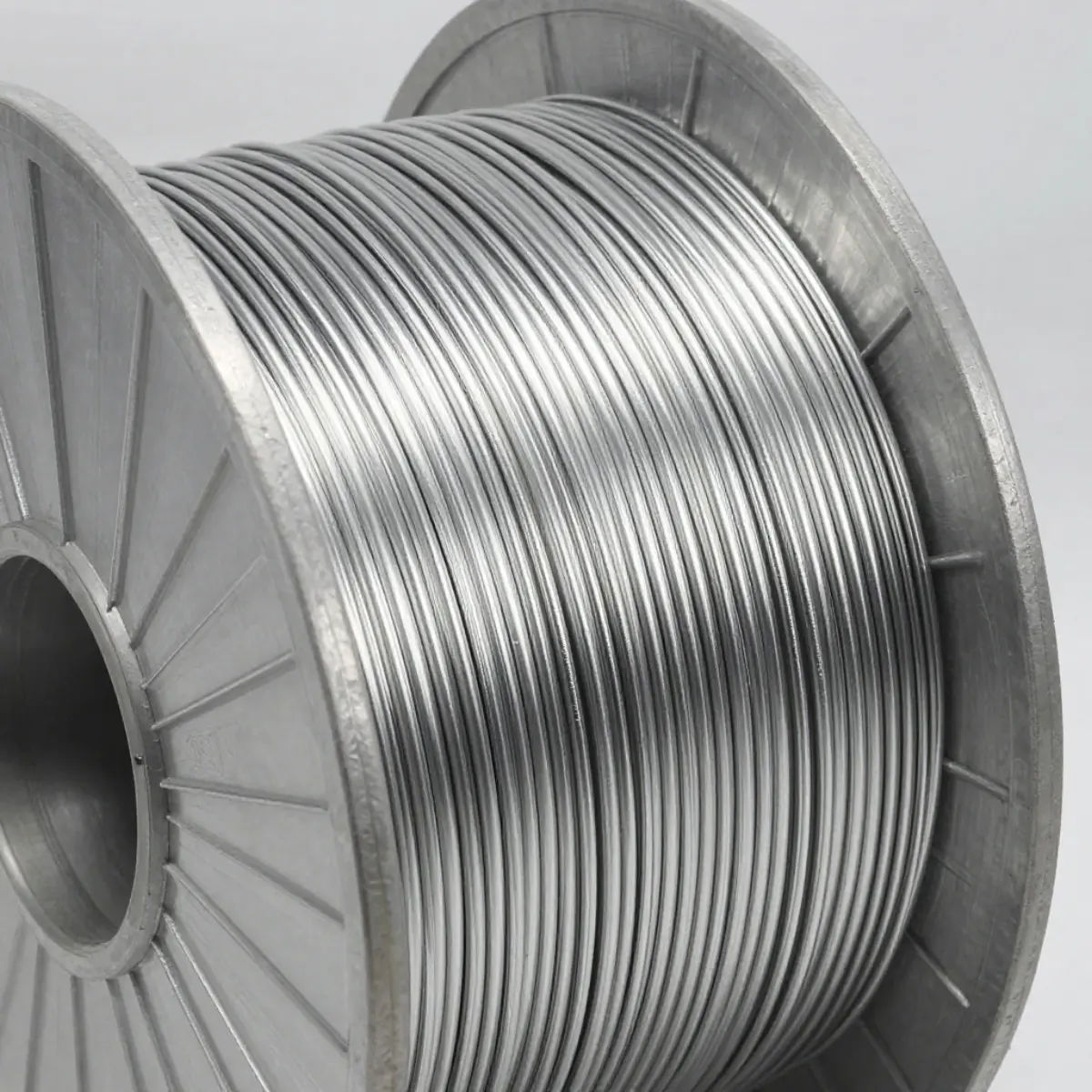
鋼芯鋁線是一種專門的脫氧產品,專為需要在鋼包冶金中進行精確、高收得率鋁添加的煉鋼工作者而設計。與傳統的空心包芯線或散裝鋁不同,鋼芯鋁線由實心鋁芯包裹在連續鋼護套中組成。鋼護套提供了密度和結構剛性,使線材能夠在釋放鋁之前深入穿透熔池,從根本上改變了脫氧反應的進行方式。
鋼芯鋁線的主要優勢在於其回收效率。當標準鋁線或鋁錠被添加到鋼液表面時,大量鋁在接觸爐渣和大氣氧氣後立即氧化,尚未溶解到熔池中就已損失。表面添加的回收率通常在30%至50%之間,這意味著加入鋼包的鋁有一半或更多被浪費。鋼芯鋁線通過在鋼護套熔化前將鋁輸送到爐渣層下方來解決這一問題。鋁隨後直接在金屬熔體中釋放,在那裡它以更高的效率溶解並與溶解氧反應。鋼芯鋁線的典型回收率在60%至80%之間,具體取決於噴射參數和熔池條件。
這種改善的回收率最為重要的應用是關鍵的鋁鎮靜鋼種。汽車深衝面板用的無間隙原子(IF)鋼、超低碳電工鋼以及高強度低合金(HSLA)薄板,都需要嚴格控制溶解鋁含量,通常在狹窄的目標範圍內。在這些鋼種中,鋁含量低於目標會導致脫氧不足和與氧相關的缺陷,而超過目標則可能產生氧化鋁夾雜物簇,損害表面質量和成形性。鋼芯鋁線以其更可預測的回收率,減少了使這些鋼種難以穩定生產的變異性。
實際應用需要注意幾個噴射參數。線材直徑應與餵線機容量匹配,通常為9至13毫米。噴射速度必須足夠快,使線材在護套開始熔化前穿透爐渣層,但不能太快以至於線材偏轉或斷裂。每分鐘80至150米的速度範圍是大多數鋼包配置的典型值。在噴射期間和之後應保持氬氣攪拌,以促進溶解鋁在整個熔池中的混合和均勻化。對於大量生產鋁鎮靜鋼種的煉鋼廠來說,減少鋁消耗、更精確的成分控制和更低的夾雜物數量的綜合效果,使得鋼芯鋁線儘管單價高於散裝鋁,仍然是一個經濟高效的選擇。