تقنيات إزالة الأكسجين بالألمنيوم في صناعة الصلب

يظل الألمنيوم أكثر مزيلات الأكسجين استخدامًا في إنتاج الصلب، ويُقدَّر لألفته القوية للأكسجين ودوره في التحكم في مورفولوجيا الشوائب. إن اختيار شكل الألمنيوم وطريقة إدخاله لهما تأثير كبير على كفاءة إزالة الأكسجين وإنتاجية الألمنيوم ونظافة الصلب النهائية. يساعد فهم التقنيات المتاحة صانعي الصلب على تحسين ممارساتهم لإزالة الأكسجين لدرجات الصلب المختلفة وتكوينات الصب.
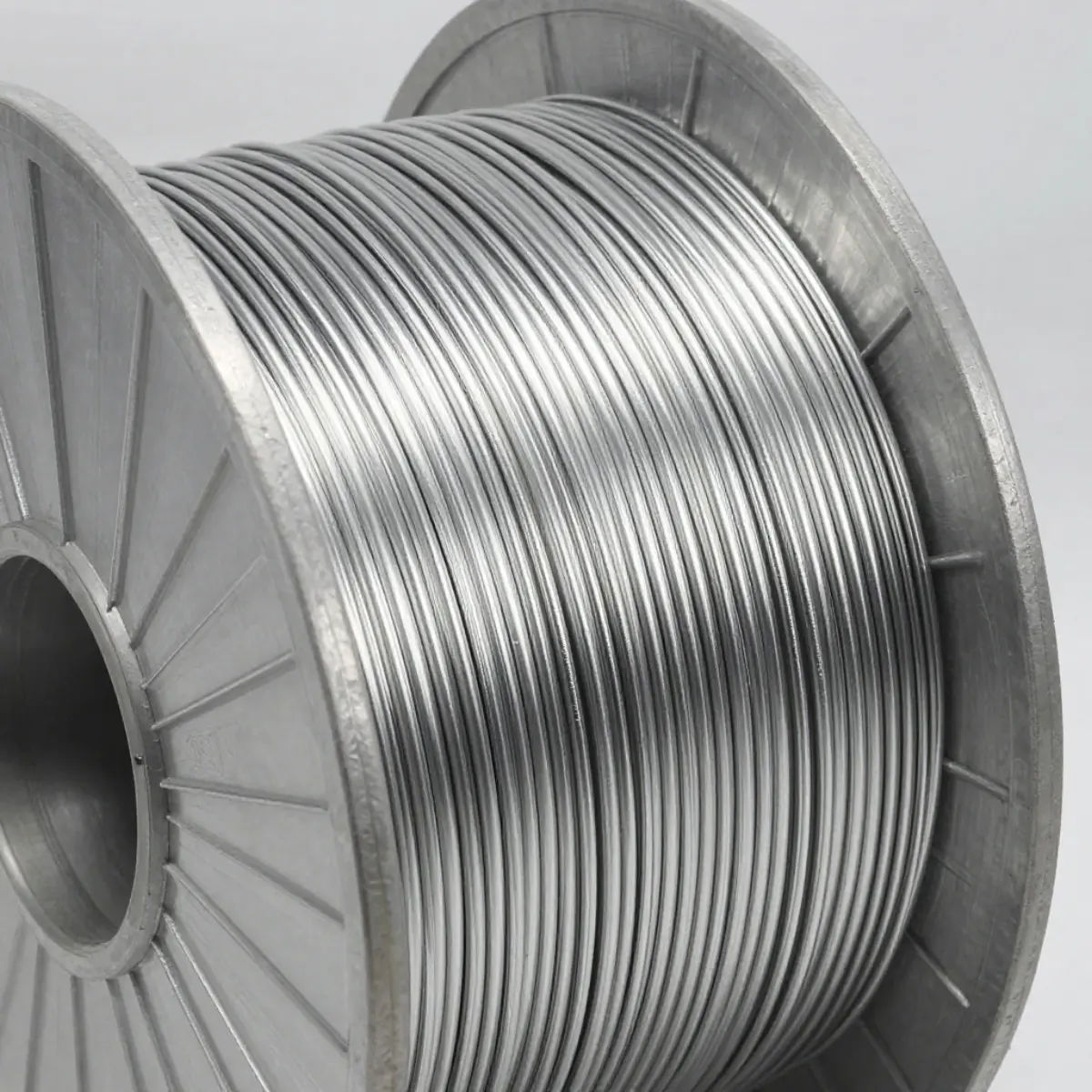
قوالب الألمنيوم هي الشكل التقليدي لإزالة الأكسجين بالجملة، وتُضاف عادةً إلى البوتقة أثناء الصب. هذا النهج مباشر واقتصادي للسباحات الكبيرة، لكن استرداد الألمنيوم قد يكون غير متسق لأن الكثير من الألمنيوم يطفو على السطح ويتأكسد عند ملامسته للهواء أو الخبث. لهذا السبب، عادةً ما يتم الجمع بين إضافة القوالب وممارسة تغطية الخبث لتقليل إعادة الأكسجة. توفر تغذية سلك الألمنيوم تحكمًا أكثر دقة: يُحقن السلك تحت سطح الحوض، مما يحسن الإنتاجية بشكل كبير ويسمح للمشغل باستهداف محتوى ألمنيوم مذاب محدد. التغذية بالسلك هي الطريقة المفضلة لدرجات الصلب المزال أكسجينها بالألمنيوم حيث يكون التحكم الدقيق في الألمنيوم القابل للذوبان ضروريًا للقابلية للتشكيل في المراحل اللاحقة.
تمثل جسيمات الألمنيوم حلاً وسطًا، حيث توفر ذوبانًا أسرع من القوالب مع تعامل أبسط من أنظمة التغذية بالسلك. إنها فعالة بشكل خاص عند دمجها مع التقليب بالأرجون، الذي يوزع الألمنيوم بسرعة في جميع أنحاء المصهور. للصلب الخاص الذي يتطلب محتوى أكسجين منخفضًا جدًا (أقل من 15 جزء في المليون من إجمالي الأكسجين)، غالبًا ما يُستخدم نهج من مرحلتين: إزالة الأكسجين بالجملة بالقوالب أو الجسيمات يليها ضبط دقيق بالسلم للوصول إلى النافذة المستهدفة للألمنيوم المذاب.
المفتاح في أي استراتيجية لإزالة الأكسجين بالألمنيوم هو مطابقة طريقة الإضافة مع متطلبات درجة الصلب والبنية التحتية المتاحة لميتالورجيا البوتقة. الاستثمار في قدرة التغذية بالسلم يعوض بسرعة للمصانع التي تنتج صفيحة مزال أكسجينها بالألمنيوم أو درجات السيارات، بينما تظل إضافة القوالب مناسبة تمامًا للعديد من المنتجات الإنشائية وحديد التسليح.