Применение
Точное добавление алюминия при обработке в ковшевой печи (КП) для достижения целевого содержания растворимого алюминия в спокойных марках сталиПодача алюминиевой проволоки в вакуумной дегазации RH для производства сверхнизкоуглеродистой и беспримесной (IF) сталиОкончательная корректировка алюминия в промежуточном ковше и кристаллизаторе при непрерывной разливке для управления популяцией включений оксида алюминияРаскисление на станциях вторичной металлургии для специальных марок стали, требующих жёсткого контроля кислорода
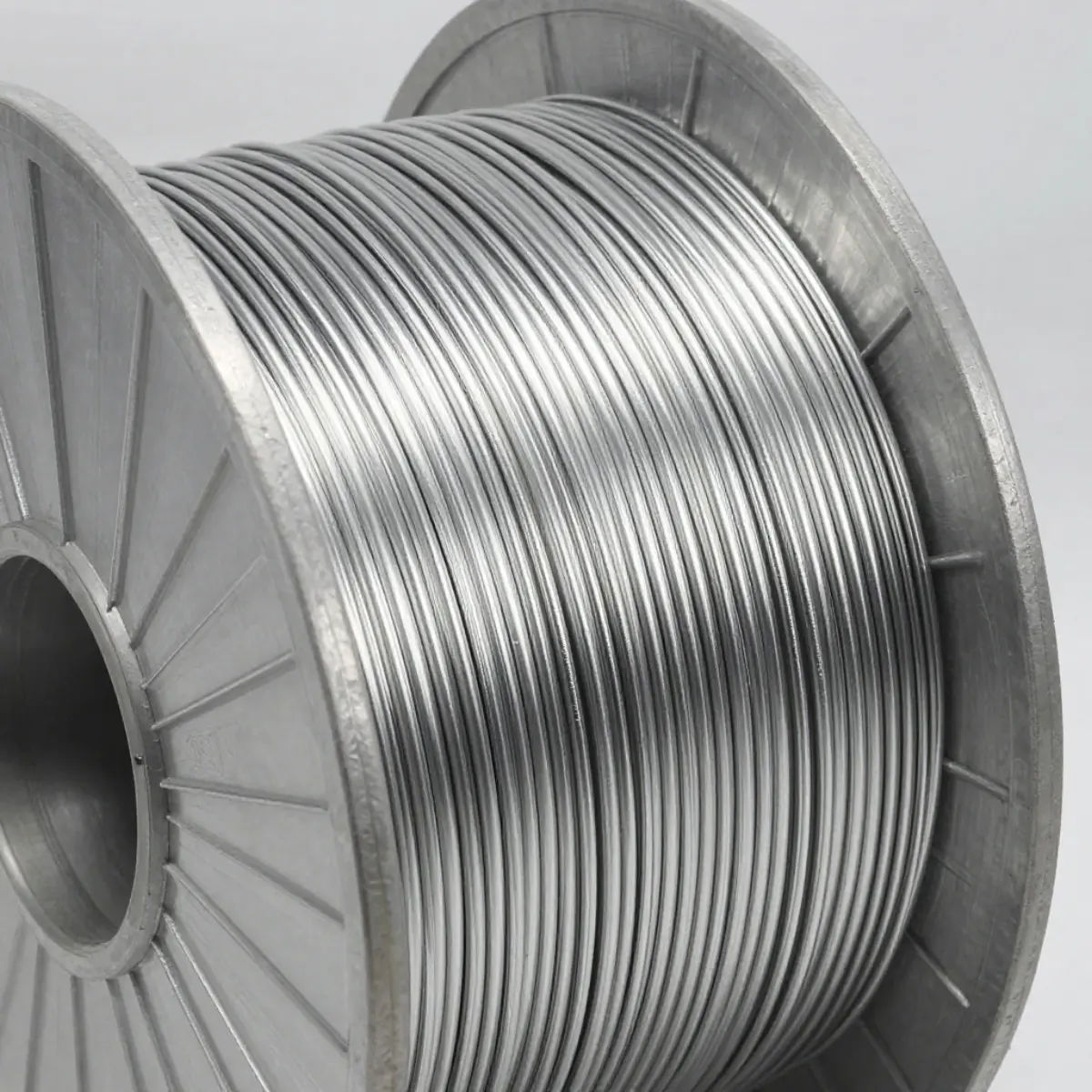
Чистая алюминиевая проволока является предпочтительным методом точного добавления алюминия в современной ковшевой металлургии, предлагая непревзойдённый контроль над содержанием растворимого алюминия в спокойных марках стали. В отличие от добавок алюминия навалом, страдающих от переменного усвоения и потерь от поверхностного окисления, подача проволоки доставляет алюминий непосредственно в ванну стали через направляющую трубу с контролируемой скоростью, достигая степени усвоения 40–60% в зависимости от глубины подачи, температуры стали и интенсивности продувки. Наша алюминиевая проволока производится из первичного алюминия чистотой 99,7%+, волочённого до точных диаметров с допусками +/- 0,3 мм, обеспечивая стабильную подачу через стандартное оборудование для инъекции проволоки.
Процесс подачи проволоки при обработке в ковшовой печи обычно следует двухэтапному подходу. Первоначальная навальная добавка алюминия (слитками или частицами) снижает растворённый кислород примерно до 50–100 млн^-1, после чего следует точная корректировка алюминиевой проволокой для попадания в целевую спецификацию растворимого алюминия. Для сверхнизкоуглеродистых марок стали (C < 0,005%) эта окончательная корректировка проволокой имеет критическое значение, поскольку отсутствие углерода в качестве раскислителя означает, что алюминий несёт всю нагрузку по контролю кислорода. Целевое окно растворимого алюминия 0,020–0,050% должно поддерживаться в пределах +/- 0,005% для обеспечения стабильных механических свойств и формуемости при последующей холодной прокатке и штамповке.
Управление бухтами — часто упускаемый из виду аспект использования алюминиевой проволоки, существенно влияющий на производительность непрерывной разливки. Наша проволока доступна в бухтах весом до 2000 кг, намотанных для минимизации колебаний обратного натяжения при высокоскоростной подаче. Каждая бухта проходит механические испытания на прочность при растяжении и удлинение для обеспечения того, чтобы проволока выдерживала напряжения изгиба в направляющих трубах машины подачи без трещин и обрывов. Поверхность поддерживается свободной от толстых оксидных слоёв посредством защитной упаковки, максимизируя количество активного алюминия для раскисления при попадании в ванну стали.
Нужна цена или техническое подтверждение?
Отправьте ваши требования по применению, марке, размеру и количеству по электронной почте для более быстрого ответа.
Запросить котировку