Aluminum Wire
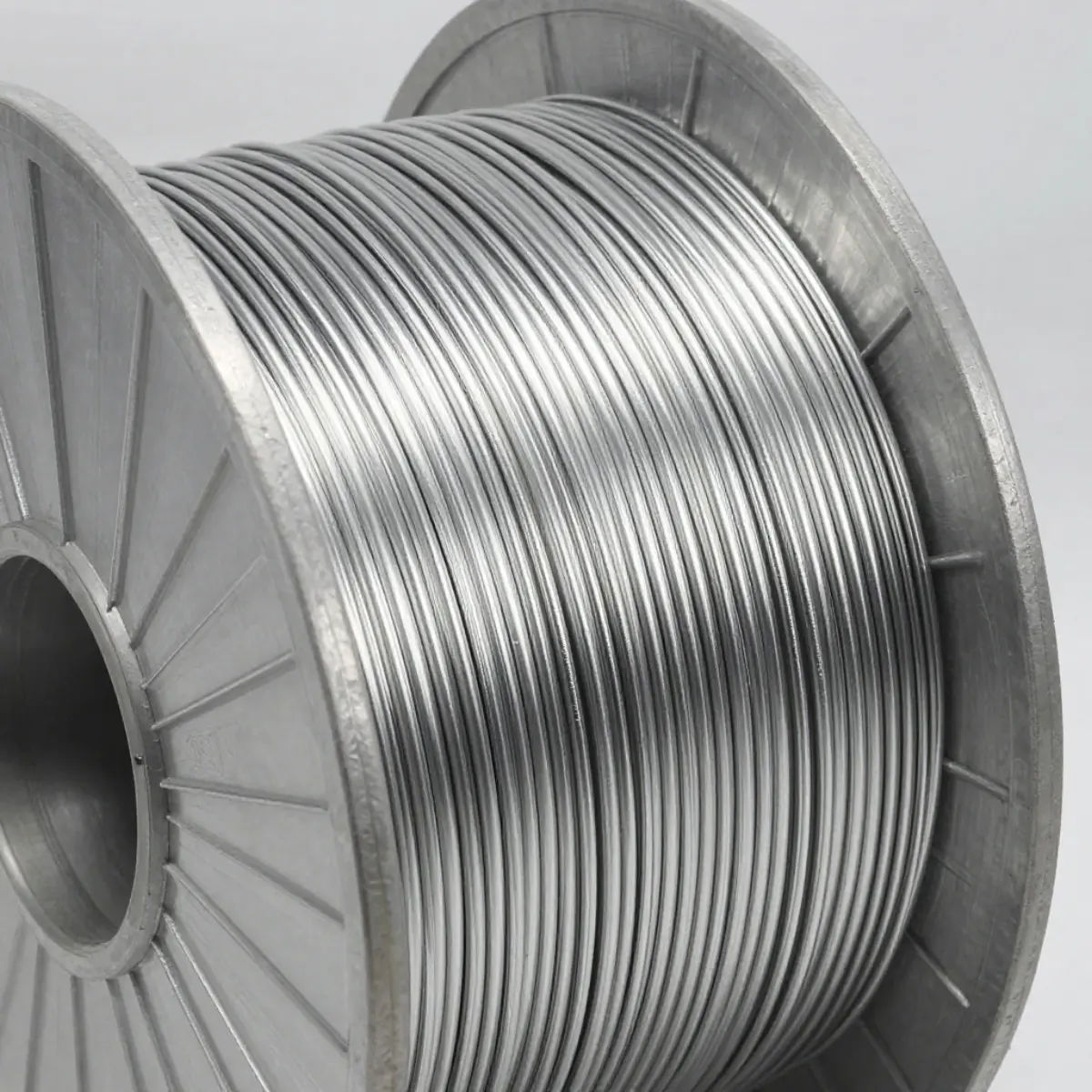
鋁線 — 煉鋼脫氧用鋼包餵線
純鋁捲線,專為鋼包冶金中的餵線系統設計。為煉鋼中的脫氧和合金化提供可控、精確的鋁添加,具有高收得率和最少的浮渣生成。
Al Content: ≥99.7% Wire Diameter: 8.0–13.0 mm

鋼殼包芯線材,用於鋼包冶金中將合金粉末精確注射到鋼液中。封裝的合金芯材確保在渣層以下深層輸送,實現高回收率和精確成分控制。
包芯線技術通過提供一種可靠的方法將反應性材料深入輸送到鋼液中,同時屏蔽渣和大氣的影響,徹底改變了鋼包冶金中的精密合金添加。芯線由低碳鋼帶成型為管狀外殼封裝合金粉末芯構成,形成密封的包裝體,可通過導管以高速(2–6 m/s)直接餵入鋼中。當芯線穿透渣層進入鋼液時,鋼殼熔化並在液面以下釋放芯材,使芯材能夠與鋼液反應而非被鋼-渣反應消耗。這種深層注射方法對大多數芯材實現70–95%的回收率,而相同合金的散裝添加僅為10–30%。
使用CaSi或CaFe包芯線進行鈣處理是包芯線技術應用最廣泛的領域,也是鋁鎮靜鋼連鑄生產中的關鍵步驟。鋁脫氧產生的固態氧化鋁(Al2O3)夾雜物容易沉積在浸入式水口(SEN)壁上,造成堵塞,干擾連鑄操作並可能導致連鑄機被迫提前停澆。鈣處理將這些固態氧化鋁夾雜物轉化為液態鋁酸鈣相(主要為12CaO·7Al2O3),在連鑄溫度下保持液態並順利通過水口。包芯線注射可實現的鈣回收率(15–25%)遠高於散裝鈣添加典型的1–5%回收率,使工藝既有效又經濟。
除鈣處理外,包芯線還可作為各種合金化和微調添加的多功能輸送平台。碳芯線可在無需散裝增碳劑添加波動的情況下實現精確的終點碳調整。硫芯線允許為易切削鋼牌號控制增硫,這些牌號需要在緊公差範圍內達到0.15–0.35%的目標硫含量。鈦芯線用於無間隙原子(IF)鋼生產中的鈦添加,其中鈦含量需要精確控制在0.04–0.08%以束縛殘餘碳和氮。我們的包芯線產品在芯粉填充率(最低90%)、線徑一致性(+/- 0.3 mm)和接縫完整性方面實行嚴格的品質管制,確保在所有標準餵線機上可靠、無卡頓地餵線。
純鋁捲線,專為鋼包冶金中的餵線系統設計。為煉鋼中的脫氧和合金化提供可控、精確的鋁添加,具有高收得率和最少的浮渣生成。

由鋼芯外包鋁層組成的複合線材,專為鋼包冶金中高效可控的脫氧而設計。結合鋼的剛性和鋁的脫氧能力,實現深穿透和高收得率。

CaSi 30/60 矽鈣合金,用於煉鋼複合脫氧、夾雜物變質和脫硫。鈣矽雙重處理技術,助力潔淨鋼生產。
